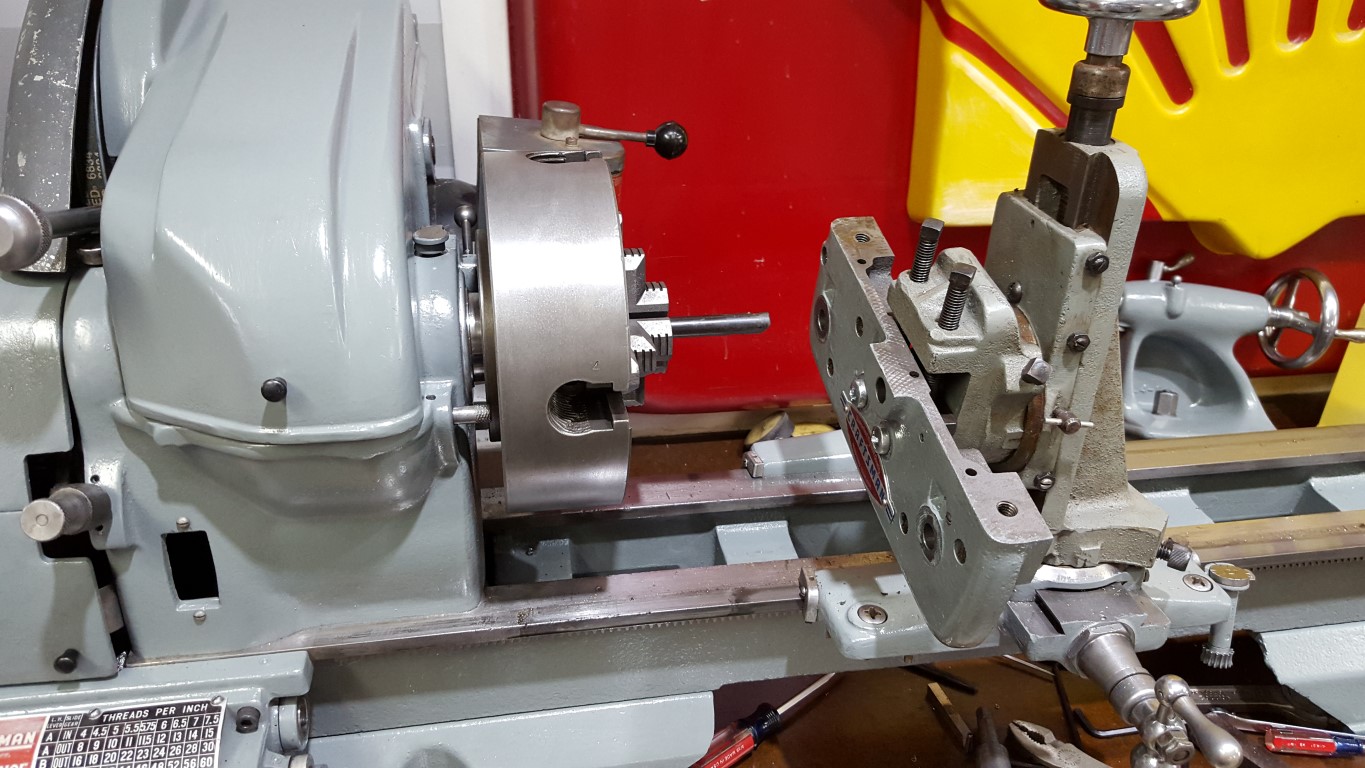
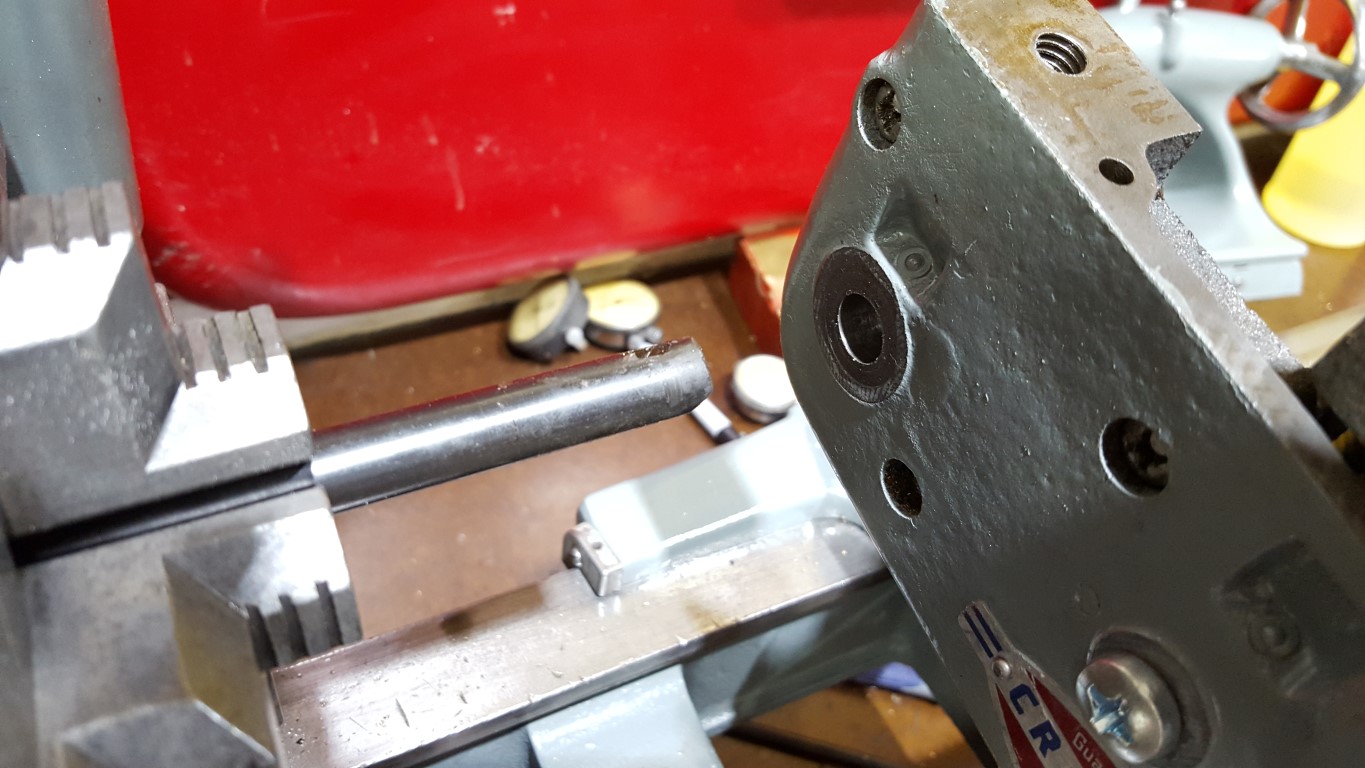
The hand wheel for the carriage (longitudinal/Z axis) of the lathe had a bit more up/down slop than I liked. To remedy this I used the lathe to fix itself. First the ‘apron’ (front plate) was removed from the carriage and mounted in the milling attachment, the smallest boring bar that came with the lathe was used to widen and true to the hand wheel hole. Similarly, I skimmed the surface of the hand wheel shaft to ensure it was perfectly round. With the larger apron hole and slightly smaller shaft I was able to create and fit a brass bushing to take up the space between. The outside diameter is a press fit into the apron and the ID has about 0.002″ of clearance to allow it to turn but without the slop previously seen. I only took pictures of the first step, I’ll take more for future lathe projects.