I’ve had on my list for a long while now that when the bus was ‘done’ I’d get back into hobby electronics/robotics. I can’t think of a better way to kick this off than by creating a CNC machine; it’s a fun project on it’s own but will also make many of the miscellaneous fabrication tasks for projects of all categories (hobby/bus/home) easier, faster, and of much higher quality.
Design Requirements:
#1 – More or less fit within a 4ft wide by 2ft deep x 20in tall area; allowing it to live full-time on the garage workbench without being in the way. Also attempt to minimize deck height and park moving axes flat against the back wall for the same reason.
#2 – Be able to cut 4×8 material if needed. (Does not conflict with #1, design just needs to allow for future temporary extension & relocation)
#3 – Initial build will be a router, but the design needs to be flexible enough to support future tool types (3D printer extruder, drag knife, low power laser, etc)
#4 – Accurate enough for #3; maybe +/- 10 thou?
#5 – Rigid enough for #’s 3 & 4, but not to the extent that it becomes an immovable object like a Bridgeport.
#6 – Faster than a snails pace but speed isn’t all that important, not a production line machine.
#7 – Reduce cost to the lowest possible while maintaining good quality. Utilize all welding/machining/painting skills learned in other projects to build mostly from raw materials to save cost. Utilize “off-the-shelf” components in creative ways.
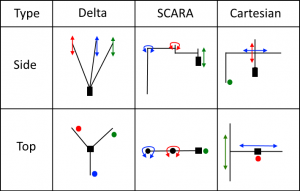
As far as machine configuration goes, the choices are: Delta, Cartesian, or SCARA. I made a quick sketch of the simplest forms of each below. Although the delta configuration is currently very popular in the 3D printing world, I immediately ruled it out as being incompatible with my size and tooling requirements. A SCARA configuration was very tempting as it could fold itself up into one corner when not in use. I had to rule it out though because the geometry is just too weird for my liking, all limits and resolution are polar; in other words the resolution changes with distance away from the base and the machine limits are circular instead of rectangular. This left me with the tried-and-true Cartesian configuration.
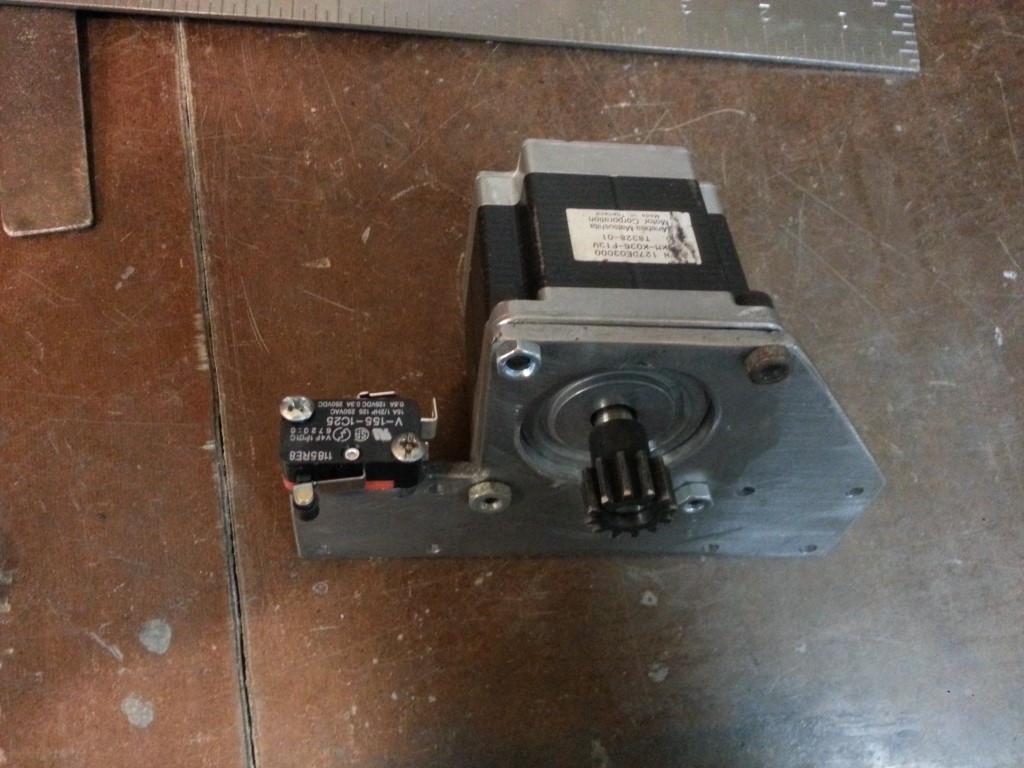
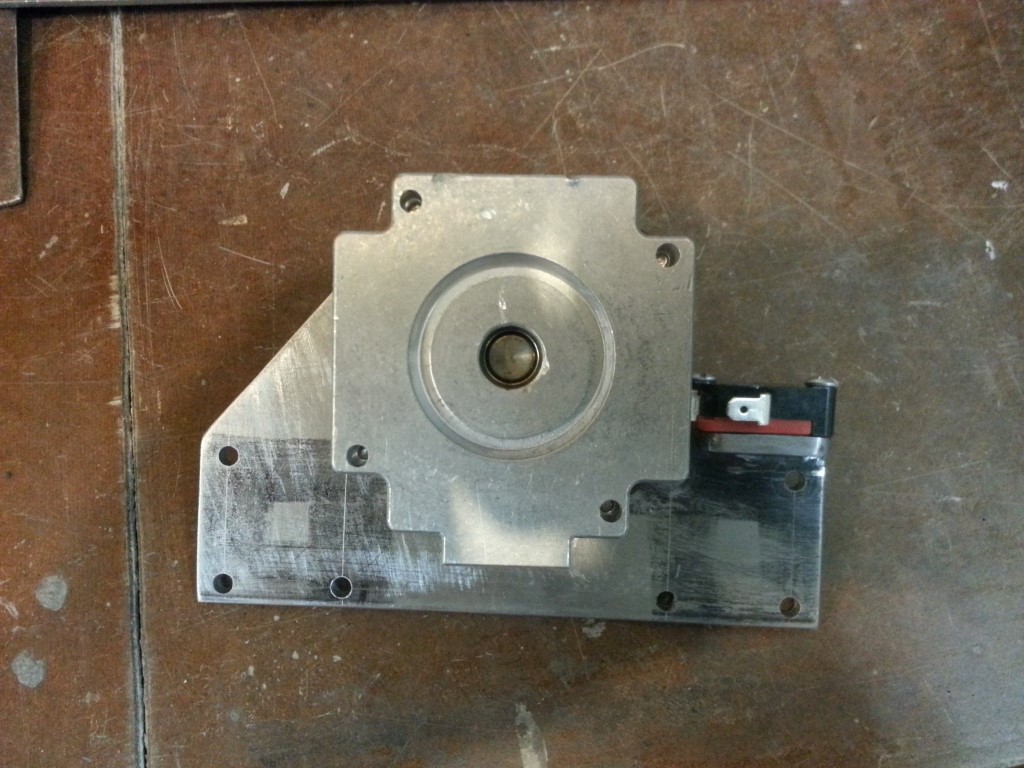
I’ll base the controls on the open source SmoothieBoard project, which itself is based on the open source GRBL (pronounced ‘Gerbil’) project. I’m confident I could have designed/built/programmed this all myself from scratch and it would have worked, but wouldn’t be quite as good as a well developed community-based project and I’d rather just focus on getting the overall project up and running. The SmoothieBoard will directly drive at least three 2A stepper motors (X/Y/Z), and perhaps also a 4th motor working in parallel with one of the others depending on the mechanical design.
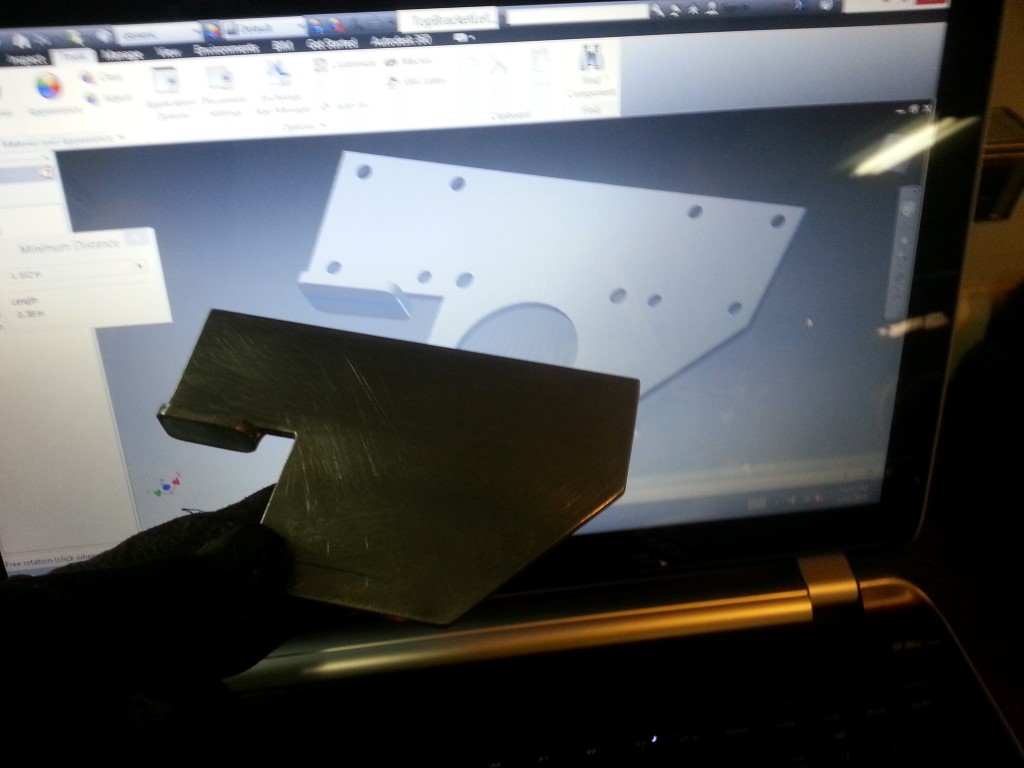
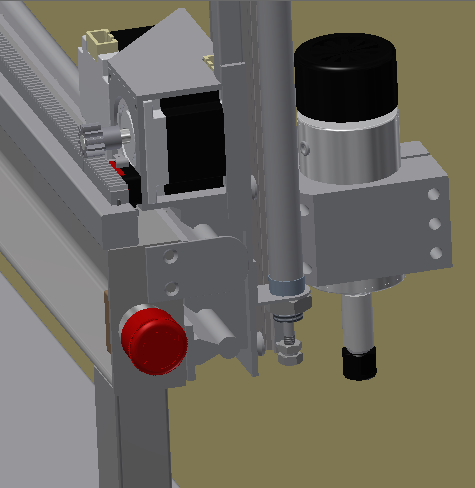
I’m dusting off my old student copy of Autodesk Inventor and beginning on the mechanical design now. It’s still very much in the initial stages and I’d rather build it digitally 20x and physically once, so it may take a while to perfect to the point of beginning construction. Currently some of the brainstorming questions are:
Machine frame?
Black Pipe: +Cheapest Option, +Cast Iron good at damping, -Bad Tolerances, -Weldability Questionable
Mild Steel Tubing: -/+ Good middle ground between other two options?
Aluminum Extrusion: +Quick assembly, +Good Tolerances, -Expensive, -“too easy”/looks-like-an-erector-set
Drivetrain?
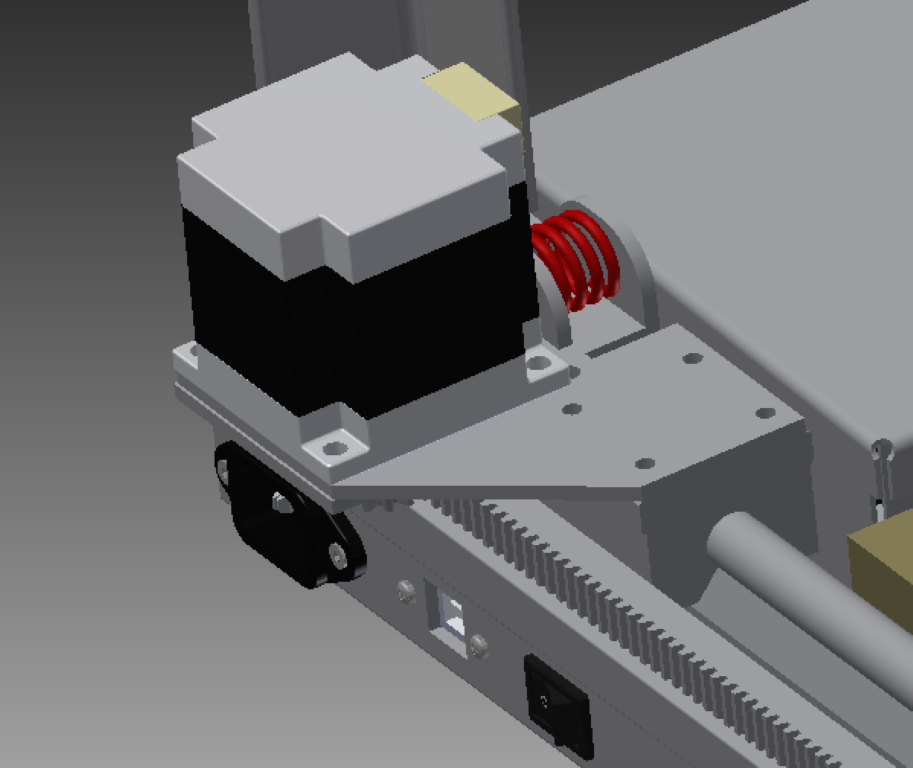
Rack & Pinion: +McMaster has decent looking sets for reasonable cost, +Easy to extend, -Backlash
Ballscrew: +Low Backlash, -Even the ‘cheap’ ones are expensive, -Impossible to extend temporarily
Belt or Chain: +Simple to experiment with ratios, -Difficult to extend temporarily, -Stretch/Backlash
Linear Guides?
Homemade: +Design Flexibility, -Requires complex fabrication of slides w/ small bearings
Bought: +Known-good performance, -Expensive, -Limited length/size options
Is there a 3rd option? Possible to buy slides to use with some nominal tubing size?